Ustawianie Procesu Wtryskiwania Tworzyw Termoplastycznych 2015
Czy kiedykolwiek zastanawiałeś się, dlaczego niektóre wypraski z tworzyw termoplastycznych wychodzą perfekcyjnie, a inne są pełne wad? Proces wtryskiwania, choć z pozoru prosty, skrywa w sobie szereg zmiennych, które muszą być precyzyjnie kontrolowane. W tym artykule przyjrzymy się ustawianiu procesu wtryskiwania tworzyw termoplastycznych z perspektywy roku 2015, koncentrując się na kluczowych aspektach i praktycznych wskazówkach, które pomogą Ci osiągnąć optymalne rezultaty. Choć od 2015 roku technologia poszła naprzód, podstawowe zasady i zrozumienie procesu pozostają niezwykle aktualne i stanowią solidny fundament dla dalszego rozwoju.
Kluczowe parametry procesu wtryskiwania
Ustawianie procesu wtryskiwania tworzyw termoplastycznych to sztuka równoważenia wielu zmiennych. Zacznijmy od podstawowych parametrów, które mają największy wpływ na jakość wypraski.
Temperatura
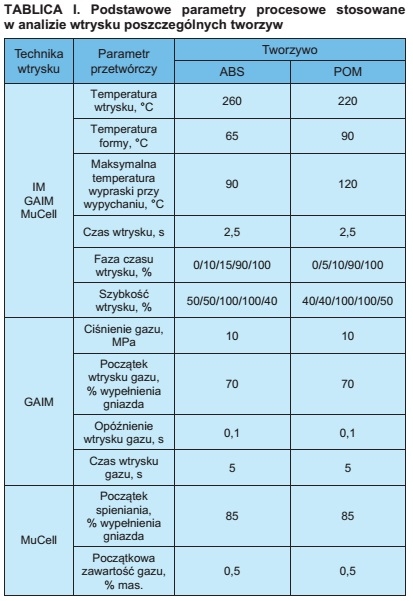
Temperatura tworzywa: Odpowiednia temperatura tworzywa ma kluczowe znaczenie dla jego płynności i zdolności do wypełnienia formy. Zbyt niska temperatura może prowadzić do niepełnego wypełnienia, a zbyt wysoka do degradacji materiału. Zazwyczaj, informacje o zalecanych temperaturach dla danego tworzywa znajdziesz w karcie katalogowej od producenta. Pamiętaj, aby zawsze się do niej odnosić!
Must Read
Temperatura formy: Temperatura formy wpływa na szybkość chłodzenia tworzywa i tym samym na jego kurczenie się. Kontrolowanie temperatury formy pozwala minimalizować naprężenia wewnętrzne w wyprasce i poprawiać jej stabilność wymiarową. W zależności od geometrii detalu i rodzaju tworzywa, optymalna temperatura formy może się różnić.
Ciśnienie
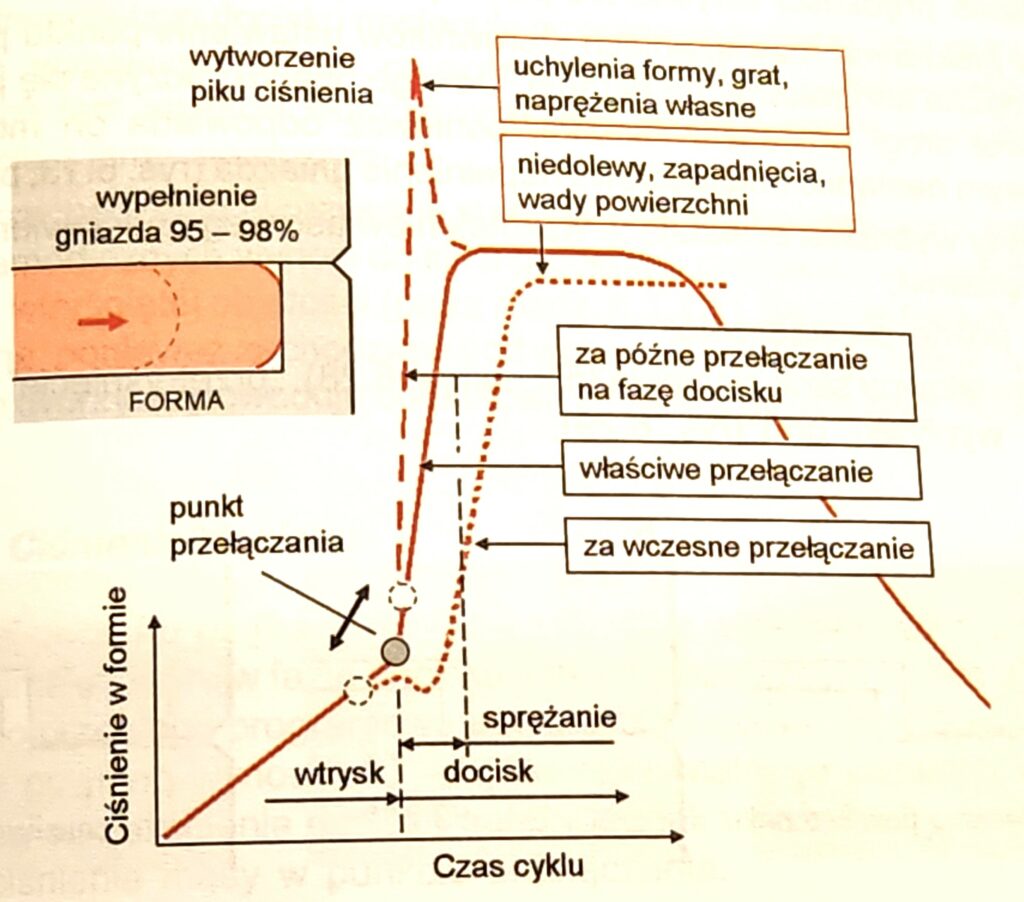
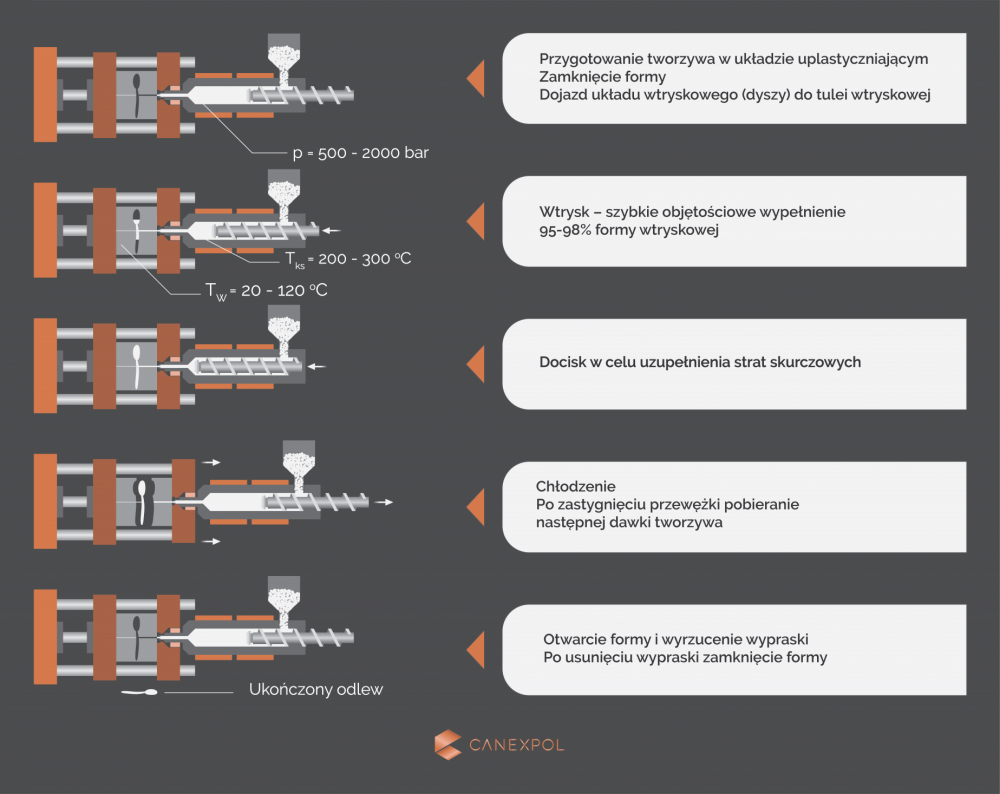
Ciśnienie wtrysku: Ciśnienie wtrysku jest siłą, która wypycha stopione tworzywo do formy. Odpowiednie ciśnienie jest niezbędne do szybkiego i pełnego wypełnienia gniazda formującego. Zbyt niskie ciśnienie skutkuje niedolaniem, a zbyt wysokie może prowadzić do przepełnienia formy i powstawania wypływek.
Ciśnienie docisku: Ciśnienie docisku utrzymuje tworzywo w formie podczas jego chłodzenia i kurczenia się. Pomaga kompensować skurcz objętościowy tworzywa i zapobiegać powstawaniu wtrąceń powietrza oraz jam skurczowych. Odpowiednie ciśnienie docisku jest kluczowe dla uzyskania wyprasek o wysokiej jakości.
Czas
Czas wtrysku: Czas wtrysku to okres, w którym tworzywo jest wtryskiwane do formy. Zbyt długi czas wtrysku może prowadzić do przegrzania tworzywa, a zbyt krótki do niepełnego wypełnienia. Optymalny czas wtrysku zależy od wielkości detalu, grubości ścianek i lepkości tworzywa.
Czas docisku: Czas docisku to okres, w którym ciśnienie docisku jest utrzymywane. Określa, jak długo tworzywo jest "dociskane" do ścianek formy podczas chłodzenia. Długość czasu docisku ma wpływ na skurcz wypraski i jej wymiary.
Czas chłodzenia: Czas chłodzenia to okres, w którym wypraska pozostaje w formie i stygnie. Odpowiedni czas chłodzenia jest niezbędny do ustabilizowania wymiarów wypraski i zapobiegania jej deformacji. Zbyt krótki czas chłodzenia może prowadzić do wypaczeń, a zbyt długi wydłuża cykl produkcyjny.
Optymalizacja procesu wtryskiwania w praktyce
Teoria to jedno, ale praktyka to drugie. Jak przełożyć powyższe informacje na konkretne działania, aby zoptymalizować proces wtryskiwania?
Krok 1: Analiza tworzywa i formy
Zanim w ogóle uruchomisz wtryskarkę, dokładnie przestudiuj kartę katalogową tworzywa. Sprawdź zalecane temperatury, ciśnienia i czasy. Zwróć uwagę na skurcz tworzywa, który będzie miał wpływ na wymiary końcowe wypraski. Następnie, przyjrzyj się formie. Zwróć uwagę na system chłodzenia, umiejscowienie wlewów i geometrię detalu. Zrozumienie tych czynników jest kluczem do sukcesu.
Krok 2: Ustawienie wstępnych parametrów
Bazując na informacjach z karty katalogowej i analizie formy, ustaw wstępne parametry wtryskiwania. Zacznij od średnich wartości i stopniowo je modyfikuj, obserwując efekt na wyprasce. Pamiętaj, że nie ma jednego uniwersalnego ustawienia – każdy detal wymaga indywidualnego podejścia.
Krok 3: Monitorowanie i regulacja
W trakcie wtryskiwania monitoruj kluczowe parametry, takie jak temperatura, ciśnienie i czas. Obserwuj, jak te parametry wpływają na jakość wypraski. Jeżeli zauważysz wady, takie jak niedolania, wypływki, jamy skurczowe lub wypaczenia, koryguj parametry stopniowo, jeden po drugim. Zbyt duże zmiany mogą prowadzić do nieprzewidywalnych rezultatów.
Krok 4: Eksperymentuj i dokumentuj
Nie bój się eksperymentować! Wypróbuj różne kombinacje parametrów, aby znaleźć optymalne ustawienia. Dokładnie dokumentuj wszystkie zmiany i ich wpływ na jakość wypraski. Stworzenie bazy danych zoptymalizowanych ustawień dla różnych tworzyw i form pomoże Ci w przyszłości szybciej i efektywniej uruchamiać produkcję.
Typowe problemy i rozwiązania (stan na 2015)
Nawet najbardziej doświadczony operator wtryskarki napotyka na problemy. Oto kilka typowych wyzwań, które były aktualne w 2015 roku, wraz z potencjalnymi rozwiązaniami:
- Niedolania: Zbyt niska temperatura tworzywa lub formy, zbyt niskie ciśnienie wtrysku, zbyt krótki czas wtrysku, zbyt wąski wlew. Rozwiązanie: Zwiększ temperaturę tworzywa i/lub formy, zwiększ ciśnienie wtrysku, wydłuż czas wtrysku, powiększ wlew.
- Wypływki: Zbyt wysokie ciśnienie wtrysku, zbyt wysoka temperatura tworzywa, niedokładne spasowanie formy. Rozwiązanie: Zmniejsz ciśnienie wtrysku, obniż temperaturę tworzywa, sprawdź stan formy i uszczelnij ją.
- Jamy skurczowe: Niewystarczające ciśnienie docisku, zbyt krótki czas docisku, zbyt szybkie chłodzenie. Rozwiązanie: Zwiększ ciśnienie docisku, wydłuż czas docisku, spowolnij chłodzenie.
- Wypaczenia: Nierównomierne chłodzenie, naprężenia wewnętrzne w wyprasce. Rozwiązanie: Popraw system chłodzenia formy, zmniejsz temperaturę tworzywa, wydłuż czas chłodzenia, zastosuj wyżarzanie wypraski.
- Smugi i przebarwienia: Zanieczyszczenie tworzywa, niewłaściwe czyszczenie wtryskarki, zbyt wysoka temperatura tworzywa. Rozwiązanie: Używaj czystego tworzywa, dokładnie czyść wtryskarkę, obniż temperaturę tworzywa.
Podsumowanie
Ustawianie procesu wtryskiwania tworzyw termoplastycznych to wymagające zadanie, ale jednocześnie dające dużo satysfakcji. Zrozumienie kluczowych parametrów, analiza tworzywa i formy, monitorowanie procesu i gotowość do eksperymentowania to fundamenty sukcesu. Pamiętaj, że każdy detal jest inny i wymaga indywidualnego podejścia. Wykorzystaj wiedzę zdobytą w tym artykule, aby zoptymalizować swój proces wtryskiwania i produkować wypraski o najwyższej jakości.
Chociaż technologia wtrysku tworzyw sztucznych poszła do przodu od 2015 roku, a nowe maszyny i procesy sterowania są teraz dostępne, podstawowe zasady fizyki i chemii polimerów, które rządzą tym procesem, pozostają takie same. Zrozumienie podstaw jest kluczowe do korzystania z nowoczesnych technologii.